 Dansk
Dansk-
 English
English -
 Français
Français -
 日本語
日本語 -
 Deutsch
Deutsch -
 tiếng Việt
tiếng Việt -
 Italiano
Italiano -
 Nederlands
Nederlands -
 ภาษาไทย
ภาษาไทย -
 Polski
Polski -
 한국어
한국어 -
 Svenska
Svenska -
 magyar
magyar -
 Malay
Malay -
 বাংলা ভাষার
বাংলা ভাষার - Dansk
-
 Suomi
Suomi -
 हिन्दी
हिन्दी -
 Pilipino
Pilipino -
 Türkçe
Türkçe -
 Gaeilge
Gaeilge -
 العربية
العربية -
 Indonesia
Indonesia -
 Norsk
Norsk -
 تمل
تمل -
 český
český -
 ελληνικά
ελληνικά -
 український
український -
 Javanese
Javanese -
 فارسی
فارسی -
 தமிழ்
தமிழ் -
 తెలుగు
తెలుగు -
 नेपाली
नेपाली -
 Burmese
Burmese -
 български
български -
 ລາວ
ລາວ -
 Latine
Latine -
 Қазақша
Қазақша -
 Euskal
Euskal -
 Azərbaycan
Azərbaycan -
 Slovenský jazyk
Slovenský jazyk -
 Македонски
Македонски -
 Lietuvos
Lietuvos -
 Eesti Keel
Eesti Keel -
 Română
Română -
 Slovenski
Slovenski -
 मराठी
मराठी -
 Srpski језик
Srpski језик -
 Español
Español -
 Português
Português


Produkter






CNC drejebænk med skrå seng og værktøjsrække
Højkvalitets CNC drejebænk med skrå seng og række af værktøj tilbydes af den kinesiske producent Jingfusi®. Køb CNC drejebænk med skrå seng og værktøjsrække som er af høj kvalitet direkte til lav pris.
Send forespørgsel
Produkt beskrivelse
Jingfusi® er en førende Kina CNC drejebænk med skrå seng og række af værktøj producent, leverandør og eksportør. Holder sig til forfølgelsen af perfekt kvalitet af produkter, så vores CNC Drejebænk er blevet opfyldt af mange kunder. Ekstremt design, kvalitetsråvarer, høj ydeevne og konkurrencedygtig pris er, hvad enhver kunde ønsker, og det er også det, vi kan tilbyde dig. Selvfølgelig er vores perfekte eftersalgsservice også afgørende. Hvis du er interesseret i vores tjenester, kan du kontakte os nu, vi vil svare dig i tide!


Maskinrejsediagram
Produktdetaljer
Parameterliste
| Hovedspecifikation | |||
| Vare | enhed | Specifikation | Bemærkning |
| Maks. drejediameter | mm | 250 |
|
| Maks. svingdiam. over drejebænk | mm | Ø500 |
|
| Maks. drejediameter gennem glideseng | mm | Ø160 |
|
| Skrå seng grad | grad | 35° |
|
| X-akse effektiv vandring | mm | 1000 |
|
| Z-akse effektiv vandring | mm | 400 |
|
| X/Z-akse max. hurtig rejsehastighed | m/min | 24 |
|
| Bordstørrelse: L X B | mm | 700 x 290 |
|
| Maskinstørrelse: L x B x H | mm | 2100 x 1580 x 1800 |
|
| Maskinens nettovægt | kg | 2600 |
|
|
|
stk | 8 |
|
| Firkantede værktøjer | mm | 20 x 20 |
|
| Hulkniv størrelse | mm | Ø20 |
|
| Total hest | kw | 13 |
|
| Gennemsnitligt strømforbrug | kw/t | 2 |
|
| Spindelfladeform |
|
A2-5 | 52:A2-6;CK36:A2-4 |
| Spindelhastighed | rpm | 6000 | 52:4200;CK36:5000 |
| Indstilling af spindelhastighed | rpm | 1-4500 | 52:1-3500;CK36:1-4500 |
| Spindel nominel moment | Nm | 35Nm (1500r/min) | 52:47.8nm;CK36:38Nm |
| Maksimal stangdiameter | mm | Ø45 | 52:Ø50;CK36::Ø50 |
Værktøjsmaskine nøjagtighed
| Maskinens nøjagtighed, Jingfus-faktor standard: | ||||
| Større prøveemne | Skematisk diagram | Fabriksstandard | ||
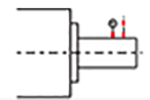
| Spindel radial slag, |
 |
Registrer udløb af ydre kegle | 0.0035 | |
| X-akse gentagelsesposition, X |
 |
Registrer gentagen positionering af X-aksen. Bemærk: Forudsig først omkring 50 gange for at udligne fejlen for den kolde motor og den varme motor, og detekter derefter den gentagne positionering. | 0.003 | |
| Z-aksens gentagelsesposition,Z |
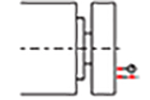 |
Registrer gentagen positionering på Z-aksen. Bemærk: Forudsig først omkring 50 gange for at udligne fejlen for den kolde motor og den varme motor, og detekter derefter den gentagne positionering. | 0.003 | |
| Hvis kunden ønsker at teste ISO- eller VD1-nøjagtigheden af X/Z/Y-aksen, skal det fastlægges på tidspunktet for kontraktskrivningen. Kunden skal teste denne vare samtidig med den første accept af Jingfusi Factory. | ||||
Hot Tags: CNC drejebænk med skrå seng og række af værktøj, Kina, fabrikanter, leverandører, fabrik, kvalitet, prisliste
Send forespørgsel
Du er velkommen til at give din forespørgsel i nedenstående formular. Vi svarer dig inden for 24 timer.








X
Vi bruger cookies til at tilbyde dig en bedre browsingoplevelse, analysere trafik på webstedet og tilpasse indhold. Ved at bruge denne side accepterer du vores brug af cookies.
Privatlivspolitik