 Dansk
Dansk-
 English
English -
 Français
Français -
 日本語
日本語 -
 Deutsch
Deutsch -
 tiếng Việt
tiếng Việt -
 Italiano
Italiano -
 Nederlands
Nederlands -
 ภาษาไทย
ภาษาไทย -
 Polski
Polski -
 한국어
한국어 -
 Svenska
Svenska -
 magyar
magyar -
 Malay
Malay -
 বাংলা ভাষার
বাংলা ভাষার - Dansk
-
 Suomi
Suomi -
 हिन्दी
हिन्दी -
 Pilipino
Pilipino -
 Türkçe
Türkçe -
 Gaeilge
Gaeilge -
 العربية
العربية -
 Indonesia
Indonesia -
 Norsk
Norsk -
 تمل
تمل -
 český
český -
 ελληνικά
ελληνικά -
 український
український -
 Javanese
Javanese -
 فارسی
فارسی -
 தமிழ்
தமிழ் -
 తెలుగు
తెలుగు -
 नेपाली
नेपाली -
 Burmese
Burmese -
 български
български -
 ລາວ
ລາວ -
 Latine
Latine -
 Қазақша
Қазақша -
 Euskal
Euskal -
 Azərbaycan
Azərbaycan -
 Slovenský jazyk
Slovenský jazyk -
 Македонски
Македонски -
 Lietuvos
Lietuvos -
 Eesti Keel
Eesti Keel -
 Română
Română -
 Slovenski
Slovenski -
 मराठी
मराठी -
 Srpski језик
Srpski језик -
 Español
Español -
 Português
Português


Produkter






CNC tilbøjelig seng drejebænk maskine
Jingfusi® CNC med høj kvalitet CNC skråt sengebænkemaskine har egenskaberne ved praktisk fjernelse af chip, komplette funktioner, fremragende ydelse, høj stivhed, høj effektivitet og høj præcision. Brugt hovedsageligt i bildele, VVS -ventiler, forme og andre industrier.
Model:CK46
Send forespørgsel
Produkt beskrivelse
Jingfusi® CNC tilbøjelig seng drejebænkemaskine bruges hovedsageligt i bildele, VVS -ventiler, forme og andre industrier. Det er også velegnet til batchbehandling af aksler, diske og andre dele med komplekse størrelser, forskellige størrelser og høje præcisionskrav. Det kan automatisk gennemføre ChIP -behandling af interne og eksterne kredse, riller, kegler, sfæriske overflader, forskellige metriske og tomme tråde og andre roterende kroppe. Støbegodserne er alle lavet af harpikssand, der har gennemgået aldring af aldring og har god stabilitet, høj styrke og god nøjagtighedsopbevaring.
Produktoplysninger

Parameterliste
| projekt | enhed | CK46 | CK52 | CK76 | |
| Maksimal drejelængde | mm | 350 | |||
| Maksimal drejediameter på sengen | mm | Ø 500 | |||
| Maksimal drejediameter på skateboardet | mm | Ø 160 | |||
| Bedhældning | ° | 35 ° | |||
| Effektiv rejse af X/Z -aksen | mm | Diameter 1000/400 | |||
| X/Z Axis Skruespecifikationer | mm | 32 | |||
| X/Z Axis jernbanespecifikationer | mm | 35 | |||
| X/Z-aksemotorkraft | KW | 1.3 | |||
| Maksimal hurtig bevægelse af X/Z -aksen | m/min | 24 | |||
| Maskinværktøjslængde x bredde x højde | mm | 2100x1580x1800 | |||
| Samlet vægt af hele maskinen | Kg | 2600 | |||
| Knivnummer | lave | 8 | |||
| Firkantet knivstørrelse | mm | 20x20 | |||
| Rundt hulskærerstørrelse | mm | Ø20 | |||
| Total magt | KW | 13 | 13 | 16 | |
| Gennemsnitligt strømforbrug | KW / H. | 2 | 2 | 2.5 | |
| Hovedaksel | Spindle End Face Form |
|
A2-5 | A2-6 | A2 -8 |
| Maksimal spindelhastighed | r/min | 6000 (indstillet til 4500) | 4200 (indstillet til 3500) | 3200 (indstillet til 2500) | |
| Spindelmotorkraft | KW | 7.5 | 7.5 | 11 | |
| Bedømt drejningsmoment med spindelmotor | Nm | 47,8 nm | 47,8 nm | 72nm | |
| Maksimal bjælkepasningsdiameter | mm | Ø 45 | Ø 51 | Ø 75 | |
Maskinværktøjsnøjagtighed
| Maskinnøjagtighed, Jingfus Factor Standard : | ||||
| Større testelement | Skematisk diagram | Detektionsmetode |
Fabriksstandard |
|
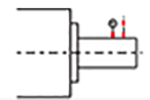
| Spindel radial beat, |
 |
Detekterer runout af den ydre kegle | 0.0025 | |
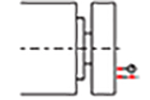
| X-akse gentagelsesposition |
 |
Registrer gentagen placering af X-aksen. Bemærk: Forudsig først omkring 50 gange for at udligne fejlen i den kolde motor og den varme motor, og detekterer derefter den gentagne positionering. | 0.0025 | |
| Z-akse gentagelsesposition |
 |
Registrer gentagen placering på Z -aksen. Bemærk: Forudsig først omkring 50 gange for at udligne fejlen i den kolde motor og den varme motor, og detekterer derefter den gentagne positionering. | 0.0025 | |
| Hvis kunden ønsker at teste ISO- eller VD1 -nøjagtigheden af X/Z/Y -aksen, bestemmes den på tidspunktet for skrivningen af kontrakten. Kunden skal teste denne vare på samme tid for den indledende accept af Jingfusi Factory. | ||||

Hot Tags: CNC tilbøjelig seng drejebænkemaskine, Kina, producenter, leverandører, fabrik, kvalitet, prisliste
Send forespørgsel
Du er velkommen til at give din forespørgsel i nedenstående formular. Vi svarer dig inden for 24 timer.








X
Vi bruger cookies til at tilbyde dig en bedre browsingoplevelse, analysere trafik på webstedet og tilpasse indhold. Ved at bruge denne side accepterer du vores brug af cookies.
Privatlivspolitik