 Dansk
Dansk-
 English
English -
 Français
Français -
 日本語
日本語 -
 Deutsch
Deutsch -
 tiếng Việt
tiếng Việt -
 Italiano
Italiano -
 Nederlands
Nederlands -
 ภาษาไทย
ภาษาไทย -
 Polski
Polski -
 한국어
한국어 -
 Svenska
Svenska -
 magyar
magyar -
 Malay
Malay -
 বাংলা ভাষার
বাংলা ভাষার - Dansk
-
 Suomi
Suomi -
 हिन्दी
हिन्दी -
 Pilipino
Pilipino -
 Türkçe
Türkçe -
 Gaeilge
Gaeilge -
 العربية
العربية -
 Indonesia
Indonesia -
 Norsk
Norsk -
 تمل
تمل -
 český
český -
 ελληνικά
ελληνικά -
 український
український -
 Javanese
Javanese -
 فارسی
فارسی -
 தமிழ்
தமிழ் -
 తెలుగు
తెలుగు -
 नेपाली
नेपाली -
 Burmese
Burmese -
 български
български -
 ລາວ
ລາວ -
 Latine
Latine -
 Қазақша
Қазақша -
 Euskal
Euskal -
 Azərbaycan
Azərbaycan -
 Slovenský jazyk
Slovenský jazyk -
 Македонски
Македонски -
 Lietuvos
Lietuvos -
 Eesti Keel
Eesti Keel -
 Română
Română -
 Slovenski
Slovenski -
 मराठी
मराठी -
 Srpski језик
Srpski језик -
 Español
Español -
 Português
Português


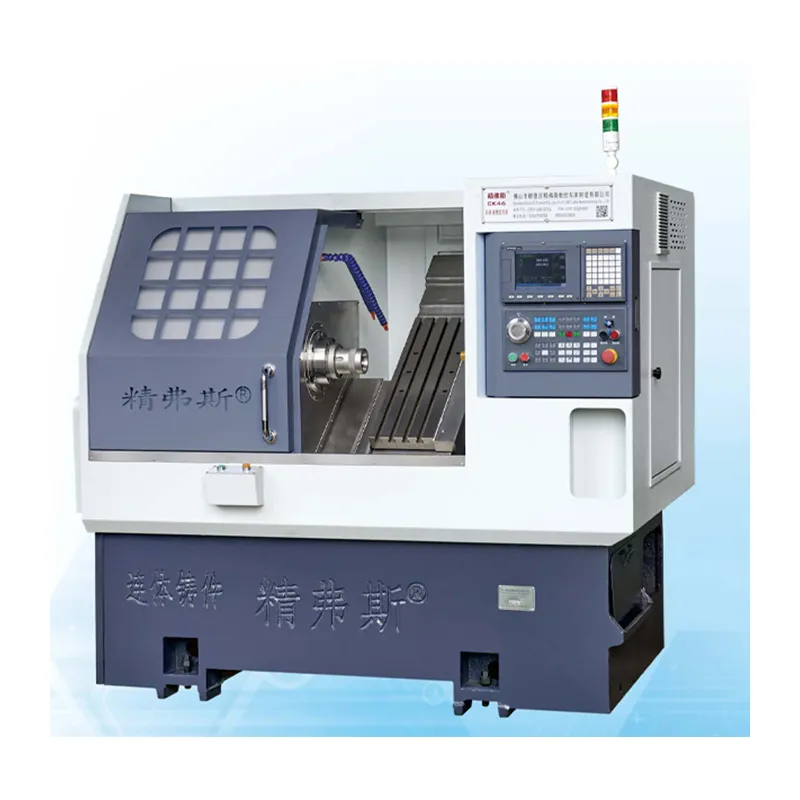
Faktorer, der påvirker hastigheden på CNC -drejebænke
Traditionel mekanisk behandling udføres ved manuelt at betjene almindelige maskinværktøjer. Under behandling rystes mekaniske værktøjer med hånden for at skære metal, og produktets nøjagtighed måles ved hjælp af øjne ved hjælp af værktøjer såsom calipers. Moderne industri har længe brugt computeren digitalt kontrollerede maskinværktøjer til drift.CNC -maskinværktøjerKan automatisk behandle ethvert produkt og dele direkte i henhold til programmet forprogrammeret af teknikere. Dette er hvad vi kalder CNC -behandling. CNC -behandling er vidt brugt inden for alle felter med mekanisk behandling, og det er udviklingstrenden og vigtige og nødvendige tekniske midler til formbehandling.
CNC -drejebænke har behandlingsteknologi, som andre maskiner ikke kan opnå i brug, og de er også entydige til at producere vanskelige og komplekse dele. Ved programmering af CNC -drejebænke skal der rettes opmærksomheden på skærebeløbet i hver proces, og det skærebeløb skal vælges korrekt, når det bruges, hvilket kan forbedre produktets kvalitet og output. Betingelserne, der generelt påvirker skærehastigheden, dybden og foderhastigheden, inkluderer stivhed i værktøjsmaskiner, værktøjer, skæreværktøjer og arbejdsemner; skærehastighed, skære dybde, skære foderhastighed; Nøjagtighed og overfladefremhed; værktøjets forventede levetid og produktivitet; type skærevæske, kølemetode; hårdhed og varmebehandling af emnermaterialer; antal arbejdsemner; Liv af værktøjsmaskiner.
Forskellige værktøjsmaterialer har forskellige tilladte skærehastigheder: den høje temperaturresistente skærehastighed på højhastighedsstålværktøjer er mindre end 50 m/min, den høje temperaturresistente skærehastighed på carbidværktøjer kan nå mere end 100 m/min, og den høje temperaturbestandige skærehastighed på keramiske værktøjer kan nå op til 1000 m/min.
Arbejdsmateriale: Hårdheden i emnetmaterialet påvirker værktøjets skærehastighed. Skærehastigheden skal reduceres, når det samme værktøj behandler hårde materialer, mens skærehastigheden kan øges, når der forarbejdes blødere materialer.
Værktøjets levetid: Hvis værktøjets levetid (livet) skal være langt, skal der bruges en lavere skærehastighed. Tværtimod kan der bruges en højere skærehastighed.
Skæredybde og fodermængde: Jo større skære dybde og fodermængde, jo større er skæremodstanden, og jo større er skærevarmen, så skærehastigheden skal reduceres.
Værktøjsform: Formen på værktøjet, størrelsen på vinklen og skarpheden i forkant vil påvirke valget af skærehastigheden.
Send forespørgsel


X
Vi bruger cookies til at tilbyde dig en bedre browsingoplevelse, analysere trafik på webstedet og tilpasse indhold. Ved at bruge denne side accepterer du vores brug af cookies.
Privatlivspolitik